Introduction
Rappel :
Les mesures de maîtrise associées aux dangers chimiques, physiques et allergènes sont décrites au point 2.1. Dans l'analyse des dangers à suivre, relative au diagramme de fabrication type, les dangers ne sont pas détaillés. Toutefois, si un danger est spécifique à une étape particulière, il sera cité.
L'analyse du danger biologique se fait en prenant en considération 3 niveaux : contamination[1], multiplication et survie microbienne.
Contamination (introduction du danger) : Cette notion englobe la contamination initiale (présence d'un élément dangereux dans les matières premières à l'origine) ainsi que la contamination « secondaire » c'est à dire l'apport d'un élément dangereux au cours de chacune des étapes
Multiplication (aggravation du danger) : Il s'agit du danger d'augmentation du nombre de micro-organismes présents dans un produit ou une matière première, dans certaines conditions d'environnement (température, durée, humidité, ...).
Survie (persistance du danger) : Ce phénomène résulte d'un nettoyage et d'une désinfection inefficaces ou d'une cuisson insuffisante ou inadaptée, liée en général au non-respect des barèmes temps/température.
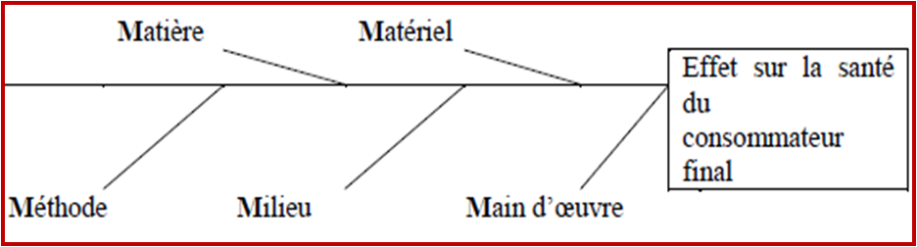
Le diagramme de causes et effets ou est utilisé afin de déterminer les différentes sources de dangers (causes) pouvant avoir un ou des effets sur la santé du consommateur.
Ces 5 M sont :
Matière : les matières premières, les emballages, les produits semi-finis...
Matériel : l'équipement, les machines, les ustensiles...
Méthode : le mode opératoire, les procédés de fabrication.
Milieu : l'environnement, les locaux.
Main d’œuvre : le personnel de l'entreprise et toutes les interventions humaines.
Pour chaque source de danger, des mesures de maîtrise sont associées et définies comme BPH[2] ou PrPo[3] ou CCP[4] selon la démarche collective d'élaboration de ce Guide.
Pour les étapes liées à la température, 63°C à cœur a été retenu seuil critique, étant donné que la plupart des bactéries est détruite à partir de cette température, fixée par ailleurs dans la réglementation comme seuil limite pour la liaison chaude.
Par conséquent, pour l'étape de cuisson, de part son objectif de destruction des bactéries, l'étape est au minimum PrPo[3] et devient CCP[5] si la température critique n'est pas atteinte lors du traitement thermique.
L'étape de transport ou exposition en liaison chaude au dessus de 63°C est quant à elle classée en CCP[5] pour des raisons de difficultés à maintenir la température pendant la durée de l'étape.
De même, les étapes de fabrication liées à un procédé technologique dépendant de la température (étuvage, fumage, séchage) sont des PrPo[3] si l'entreprise possède un moyen de surveiller la température et l'hygrométrie. Dans le cas contraire, elles sont BPH.[2]
La surveillance des paramètres liés aux PrPo[3] et CCP est systématique (vérification des affichages sur les matériels utilisés, contrôle de la température à cœur). Des fiches de données peuvent être établies pour faciliter la surveillance. L'enregistrement des CCP[5] est systématique.
Les mesures de maîtrise sont ensuite détaillées dans les fiches de bonnes pratiques d'hygiène générale et dans les fiches de bonnes pratiques de fabrication .